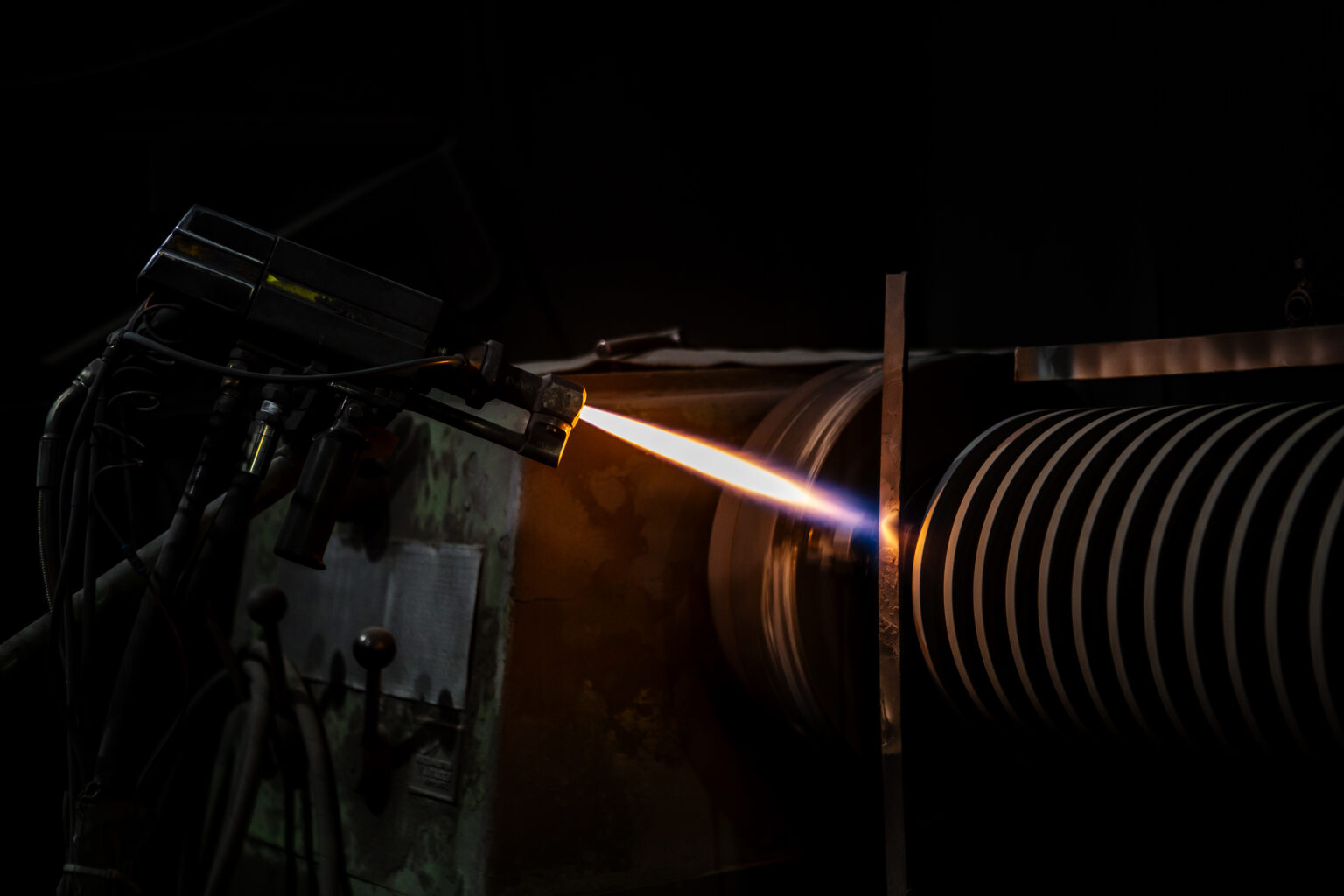
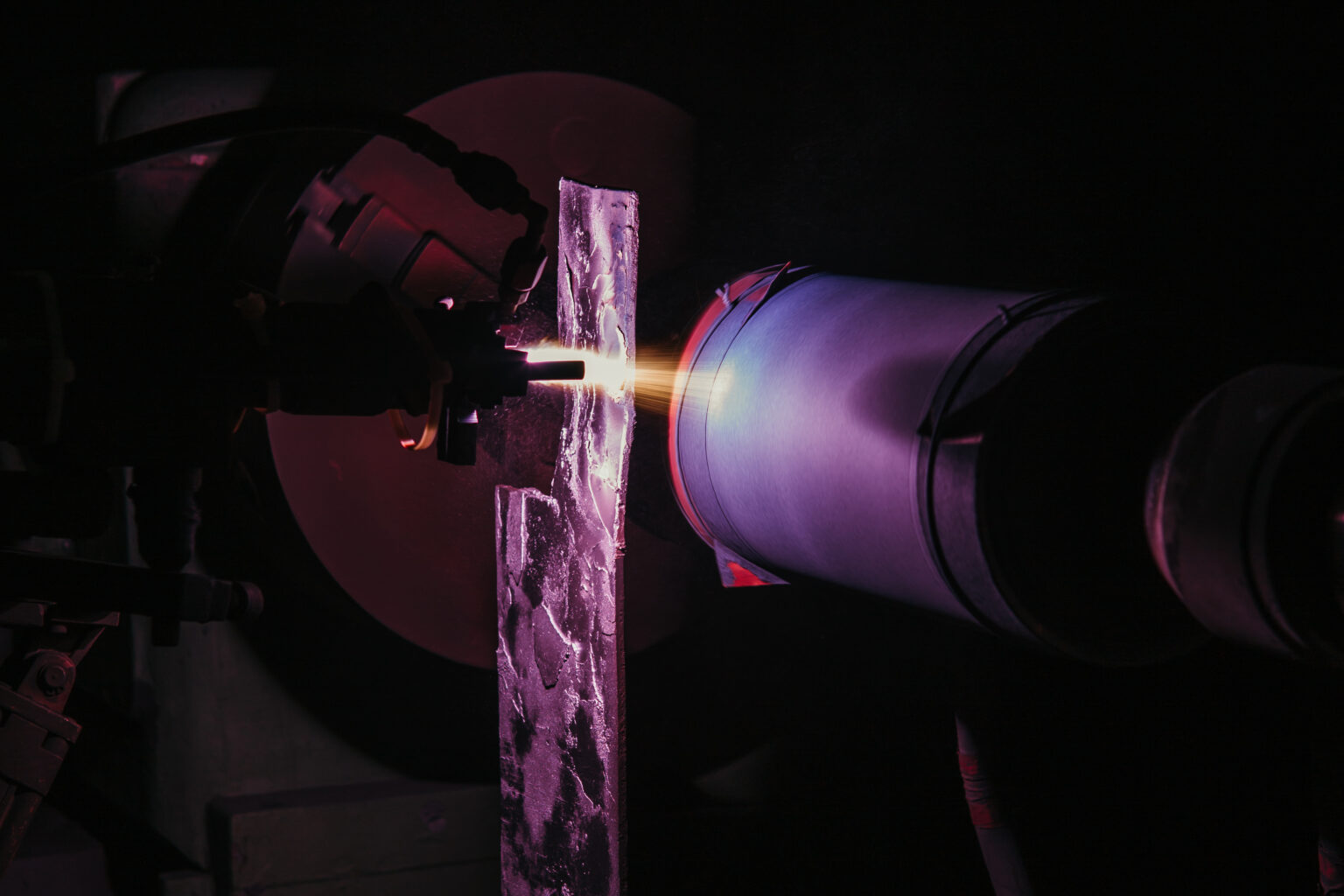
PTA is a plasma arc welding technique performed with continuous powder feeding. Powder can be fed either directly through the center of the nozzle or externally. The arc is generated between a tungsten electrode and the workpiece. Ignition begins with a pilot arc between the tungsten electrode and the copper nozzle (anode). Both the main arc and the pilot arc are powered by a control unit.
Argon gas is supplied around the tungsten electrode. As it passes through the arc, the gas becomes ionized and transforms into a high-energy plasma flame. A shielding gas mixture is supplied around the outer nozzle wall to protect the weld pool from oxidation. The powder is introduced into the arc, carried by Argon gas, and directed into the weld pool.
PTA is particularly effective for welding alloy powders that cannot be formed into wire or rods. The key advantage of this method is its precise control over weld penetration and thickness, making it ideal for porosity-free, uniform welds and automation due to its continuous powder feed system.